Datenblatt 872
Es wurden keine Werkzeuge gefunden, bitte überprüfen Sie ihre Eingaben.
Schnittdaten
| Hauptgruppe
| Untergruppe
| Härte <=
| Schnittgeschwindigkeit Vc [m/min]
|
| Stahlwerkstoffe | Allgemeine Baustähle
| 1000 N/mm2
| 12
|
| Automatenstähle
| 1000 N/mm2
| 12
|
| Unlegierte Vergütungsstähle
| 1000 N/mm2
| 12
|
| Legierte Vergütungstähle
| 1000 N/mm2
| 12
|
| 1100 N/mm2
| 11
|
| 1200 N/mm2
| 10
|
| 1400 N/mm2
| 2
|
| Legierte Einsatzstähle
| 1000 N/mm2
| 12
|
| 1100 N/mm2
| 11
|
| 1200 N/mm2
| 10
|
| 1400 N/mm2
| 2
|
| Nitrierstähle
| 1000 N/mm2
| 12
|
| 1100 N/mm2
| 11
|
| 1200 N/mm2
| 10
|
| Werkzeugstähle
| 1000 N/mm2
| 12
|
| 1100 N/mm2
| 11
|
| 1200 N/mm2
| 10
|
| 1400 N/mm2
| 12
|
| Schnellarbeitstähle
| 1000 N/mm2
| 12
|
| 1100 N/mm2
| 11
|
| 1200 N/mm2
| 10
|
| 1400 N/mm2
| 2
|
| Kupfer, Bronze, Messing | Bronzen kurzspanend
| 850 N/mm2
| 6
|
Vorschub
|
Stammdaten
| Bezeichnung | Gewindebohrer für Metrische ISO-Gewinde | | Norm | DIN 371 | | Oberfläche | blank | | Schneidrichtung | rechts | | Schneidstoff | HSS-E-PM | | Schaft | zylindrisch | | Innenkühlung | keine | | Gewindeart | M | | Form | C | | Bohrungsart | Sacklochgewinde | | Typ | H R15 | | Toleranzfeld | ISO2/6H | | Rabattgruppe | 103 |
|
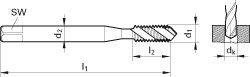
Abmessungen
| d1-Code | Nenndurchmesser | Steigung [mm] | Gesamtlänge [mm] | Kernloch-Ø dk [mm] | Nutenzahl | Vierkant SW | Gewindelänge [mm] | Schaftdurchmesser d2 [mm] | Schaftlänge [mm] | Nutenlänge [mm] | Schneidenlänge l4 [mm] | d 1 [mm]
|
| 3.000 | M 3 | 0,5 | 56 | 2,5 | 3 | 2,7 | 6 | 3,5 | 37,7 | 18 | 6 | 3,04 |
| 4.000 | M 4 | 0,7 | 63 | 3,3 | 3 | 3,4 | 7,5 | 4,5 | 43 | 21 | 7,5 | 4,05 |
| 5.000 | M 5 | 0,8 | 70 | 4,2 | 3 | 4,9 | 8,5 | 6 | 44,5 | 25 | 8,5 | 5,06 |
| 6.000 | M 6 | 1 | 80 | 5 | 3 | 4,9 | 11 | 6 | 49,4 | 30 | 11 | 6,07 |
| 8.000 | M 8 | 1,25 | 90 | 6,8 | 3 | 6,2 | 14 | 8 | 54,2 | 35 | 14 | 8,07 |
| 10.000 | M10 | 1,5 | 100 | 8,5 | 3 | 8 | 16 | 10 | 60 | 39 | 16 | 10,07
|
Session expires ...