Datenblatt 3201

|
Schnittdaten
| Hauptgruppe | Untergruppe | Härte <= | Schnittgeschwindigkeit Vc [m/min] | VRC | Zustellung ae/d1 |
|---|---|---|---|---|---|
| Stahlwerkstoffe | Allgemeine Baustähle | 500 N/mm2 | 115 | 49 | 10% - 100% |
| 850 N/mm2 | 110 | 48 | 10% - 100% | ||
| Automatenstähle | 850 N/mm2 | 115 | 48 | 10% - 100% | |
| 1000 N/mm2 | 80 | 47 | 10% - 100% | ||
| Unlegierte Vergütungsstähle | 700 N/mm2 | 110 | 48 | 10% - 100% | |
| 850 N/mm2 | 100 | 48 | 10% - 100% | ||
| 1000 N/mm2 | 80 | 47 | 10% - 100% | ||
| Legierte Vergütungstähle | 1000 N/mm2 | 100 | 47 | 10% - 100% | |
| Unlegierte Einsatzstähle | 750 N/mm2 | 130 | 48 | 10% - 100% | |
| Legierte Einsatzstähle | 1000 N/mm2 | 100 | 48 | 10% - 100% | |
| Nitrierstähle | 1000 N/mm2 | 110 | 48 | 10% - 100% | |
| Werkzeugstähle | 850 N/mm2 | 100 | 48 | 10% - 100% | |
| Gußwerkstoffe | Gusseisen | 240 HB | 150 | 48 | 10% - 100% |
| Kugelgrafit- und Temperguss | 240 HB | 120 | 48 | 10% - 100% | |
| Gusswerkstoffe GGV | 220 HB | 150 | 48 | 10% - 100% | |
| Gusswerkstoffe ADI | 1000 N/mm2 | 100 | 48 | 10% - 100% | |
| Kupfer, Bronze, Messing | Bronzen langspanend | 1000 N/mm2 | 50 | 42 | 10% - 100% |
Vorschub
|
Stammdaten
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
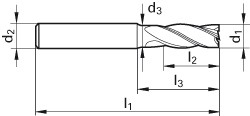
Abmessungen
| d1 [mm] | Gesamtlänge [mm] | Nutenzahl | Schaftdurchmesser d2 [mm] | Schaftlänge [mm] | Schneidenlänge l4 [mm] | Auskraglänge [mm] | abgesetzter Durchmesser d3 [mm] | abgesetzte Länge | Schaftform |
|---|---|---|---|---|---|---|---|---|---|
| 4.000 | 57 | 4 | 6 | 36 | 11 | 21 | 3,7 | 18 | HB |
| 5.000 | 57 | 4 | 6 | 36 | 13 | 21 | 4,7 | 18 | HB |
| 6.000 | 57 | 4 | 6 | 36 | 13 | 21 | 5,5 | HB | |
| 8.000 | 63 | 4 | 8 | 36 | 19 | 27 | 7,5 | HB | |
| 10.000 | 72 | 4 | 10 | 40 | 22 | 32 | 9,2 | HB | |
| 12.000 | 83 | 4 | 12 | 45 | 26 | 38 | 11,2 | HB | |
| 14.000 | 83 | 4 | 14 | 45 | 26 | 38 | 13,2 | HB | |
| 16.000 | 92 | 4 | 16 | 48 | 32 | 44 | 15 | HB | |
| 18.000 | 92 | 4 | 18 | 48 | 32 | 44 | 17 | HB | |
| 20.000 | 104 | 4 | 20 | 50 | 38 | 54 | 19 | HB | |
| 25.000 | 121 | 4 | 25 | 56 | 45 | 65 | 23,5 | HB |