Fiche technique 5530

|
Paramètres de coupe
| Groupes principaux | Groupe secondaire | Dureté <= | Vitesse de coupe Vc [m/min] | VRC | Largeur de coupe ae/d1 |
|---|---|---|---|---|---|
| Aciers | Aciers de construction | 500 N/mm2 | 115 | 45 | 100% |
| 850 N/mm2 | 110 | 44 | 100% | ||
| Aciers de décolletage | 850 N/mm2 | 115 | 44 | 100% | |
| 1000 N/mm2 | 85 | 43 | 100% | ||
| Aciers d´amélioration, non alliés | 700 N/mm2 | 115 | 44 | 100% | |
| 850 N/mm2 | 100 | 44 | 100% | ||
| 1000 N/mm2 | 85 | 43 | 100% | ||
| Aciers d´amélioration, alliés | 1000 N/mm2 | 100 | 43 | 100% | |
| 1200 N/mm2 | 85 | 42 | 100% | ||
| Aciers de cémentation, non alliés | 750 N/mm2 | 125 | 44 | 100% | |
| Aciers de cémentation, alliés | 1000 N/mm2 | 100 | 44 | 100% | |
| 1200 N/mm2 | 80 | 43 | 100% | ||
| Aciers de nitruration | 1000 N/mm2 | 125 | 44 | 100% | |
| 1200 N/mm2 | 100 | 42 | 100% | ||
| Aciers à outils | 850 N/mm2 | 100 | 44 | 100% | |
| 1000 N/mm2 | 85 | 42 | 100% | ||
| Aciers rapides | 1000 N/mm2 | 60 | 43 | 100% | |
| Aciers inoxydables sulfurés | 750 N/mm2 | 50 | 43 | 100% | |
| Aciers inoxydables austénitiques | 800 N/mm2 | 40 | 42 | 100% | |
| Aciers inoxydables martensitiques | 1200 N/mm2 | 40 | 43 | 100% | |
| Aciers trempés | 48 HRC | 30 | 40 | 100% | |
| Fontes | Fontes | 240 HB | 140 | 44 | 100% |
| 300 HB | 130 | 43 | 100% | ||
| Fontes à graphite sphéroïdal et fontes malléables | 240 HB | 120 | 44 | 100% | |
| 300 HB | 100 | 43 | 100% | ||
| Fontes dures | 350 HB | 70 | 41 | 100% | |
| Fontes vermiculaires | 220 HB | 140 | 44 | 100% | |
| 300 HB | 130 | 43 | 100% | ||
| Fontes ductiles trempées ADI | 1000 N/mm2 | 100 | 44 | 100% | |
| 1400 N/mm2 | 80 | 43 | 100% | ||
| Cuivre, bronze, laiton | Alliages, à bas %, de cuivre | 400 N/mm2 | 90 | 44 | 100% |
| Laitons à copeaux courts | 600 N/mm2 | 80 | 43 | 100% | |
| Laitons à copeaux longs | 600 N/mm2 | 60 | 43 | 100% | |
| Bronzes à copeaux courts | 600 N/mm2 | 80 | 43 | 100% | |
| 850 N/mm2 | 60 | 42 | 100% | ||
| Bronzes à copeaux longs | 850 N/mm2 | 60 | 42 | 100% | |
| 1000 N/mm2 | 50 | 41 | 100% | ||
| Alliages d´aluminium | Aluminium et ses alliages | 400 N/mm2 | 300 | 45 | 100% |
| Aluminiums malléables | 450 N/mm2 | 400 | 45 | 100% | |
| Alliages d´aluminium d´injection au Si | 10 % | 150 | 43 | 100% | |
| 20 % | 120 | 44 | 100% | ||
| Alliages de magnésium | Alliages de magnésium | 450 N/mm2 | 180 | 45 | 100% |
| Titane et ses alliages | Titane et ses alliages | 850 N/mm2 | 40 | 42 | 100% |
| 1200 N/mm2 | 30 | 41 | 100% | ||
| Matières synthétiques | Thermodurcissables | 150 N/mm2 | 90 | 41 | 100% |
| Thermoplastiques | 100 N/mm2 | 80 | 41 | 100% | |
| Matériaux spéciaux pour applications particulières | Alliages spéciaux | 1600 N/mm2 | 35 | 42 | 100% |
Avance
|
Définition de l
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
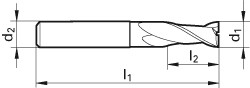
Dimensions
| d1 [mm] | l1 [mm] | Nombre de goujures | Diamètre de l´attachement d2 [mm] | Longueur de l´attachement [mm] | Longueur de coupe l4 [mm] | Longueure hors tout [mm] | Forme de l'attachement |
|---|---|---|---|---|---|---|---|
| 2.000 | 57 | 2 | 6 | 36 | 6 | 21 | HB |
| 3.000 | 57 | 2 | 6 | 36 | 7 | 21 | HB |
| 4.000 | 57 | 2 | 6 | 36 | 8 | 21 | HB |
| 5.000 | 57 | 2 | 6 | 36 | 10 | 21 | HB |
| 6.000 | 57 | 2 | 6 | 36 | 10 | 21 | HB |
| 7.000 | 63 | 2 | 8 | 36 | 13 | 27 | HB |
| 8.000 | 63 | 2 | 8 | 36 | 16 | 27 | HB |
| 9.000 | 72 | 2 | 10 | 40 | 16 | 32 | HB |
| 10.000 | 72 | 2 | 10 | 40 | 19 | 32 | HB |
| 12.000 | 83 | 2 | 12 | 45 | 22 | 38 | HB |
| 14.000 | 83 | 2 | 14 | 45 | 22 | 38 | HB |
| 16.000 | 92 | 2 | 16 | 48 | 26 | 44 | HB |
| 18.000 | 92 | 2 | 18 | 48 | 26 | 44 | HB |
| 20.000 | 104 | 2 | 20 | 50 | 32 | 54 | HB |