Datenblatt 5729

|
Schnittdaten
| Hauptgruppe | Untergruppe | Härte <= | Schnittgeschwindigkeit Vc [m/min] | VRC | Zustellung ae/d1 |
|---|---|---|---|---|---|
| Stahlwerkstoffe | Allgemeine Baustähle | 500 N/mm2 | 190 | 48 | <= 16% |
| 850 N/mm2 | 175 | 47 | <= 16% | ||
| Automatenstähle | 850 N/mm2 | 190 | 47 | <= 16% | |
| 1000 N/mm2 | 140 | 46 | <= 16% | ||
| Unlegierte Vergütungsstähle | 700 N/mm2 | 190 | 47 | <= 16% | |
| 850 N/mm2 | 170 | 47 | <= 16% | ||
| 1000 N/mm2 | 140 | 46 | <= 16% | ||
| Legierte Vergütungstähle | 1000 N/mm2 | 170 | 46 | <= 16% | |
| 1200 N/mm2 | 140 | 45 | <= 16% | ||
| Unlegierte Einsatzstähle | 750 N/mm2 | 210 | 47 | <= 16% | |
| Legierte Einsatzstähle | 1000 N/mm2 | 170 | 47 | <= 16% | |
| 1200 N/mm2 | 130 | 46 | <= 16% | ||
| Nitrierstähle | 1000 N/mm2 | 190 | 47 | <= 16% | |
| 1200 N/mm2 | 170 | 45 | <= 16% | ||
| Werkzeugstähle | 850 N/mm2 | 170 | 47 | <= 16% | |
| 1000 N/mm2 | 140 | 45 | <= 16% | ||
| Schnellarbeitstähle | 1000 N/mm2 | 105 | 46 | <= 16% | |
| Federstähle | 330 HB | 105 | 45 | <= 16% | |
| Rostfreie Stähle geschwefelt | 750 N/mm2 | 105 | 46 | <= 16% | |
| Rostfreie Stähle austenitisch | 800 N/mm2 | 90 | 45 | <= 16% | |
| Rostfreie Stähle martensitisch | 1200 N/mm2 | 85 | 46 | <= 16% | |
| Gehärtete Stähle | 48 HRC | 55 | 43 | <= 16% | |
| Gußwerkstoffe | Gusseisen | 240 HB | 245 | 47 | <= 16% |
| 300 HB | 225 | 46 | <= 16% | ||
| Kugelgrafit- und Temperguss | 240 HB | 200 | 47 | <= 16% | |
| 300 HB | 175 | 46 | <= 16% | ||
| Gusswerkstoffe GGV | 220 HB | 245 | 47 | <= 16% | |
| 300 HB | 225 | 46 | <= 16% | ||
| Gusswerkstoffe ADI | 1000 N/mm2 | 170 | 47 | <= 16% | |
| 1400 N/mm2 | 130 | 46 | <= 16% | ||
| Kupfer, Bronze, Messing | Kupfer niedriglegiert | 400 N/mm2 | 240 | 49 | <= 16% |
| Messing kurzspanend | 600 N/mm2 | 220 | 48 | <= 16% | |
| Messing langspanend | 600 N/mm2 | 180 | 48 | <= 16% | |
| Bronzen kurzspanend | 600 N/mm2 | 220 | 48 | <= 16% | |
| 850 N/mm2 | 170 | 47 | <= 16% | ||
| Bronzen langspanend | 850 N/mm2 | 170 | 47 | <= 16% | |
| 1000 N/mm2 | 140 | 46 | <= 16% | ||
| Aluminium-Legierungen | Aluminium und Al-Legierungen | 400 N/mm2 | 900 | 50 | <= 16% |
| Aluminium Knetlegierungen | 450 N/mm2 | 800 | 50 | <= 16% | |
| Al-Si Gusslegierungen | 10 % | 450 | 48 | <= 16% | |
| 20 % | 360 | 49 | <= 16% | ||
| Magnesiumlegierungen | Magnesium-Legierungen | 450 N/mm2 | 500 | 50 | <= 16% |
| Titan, Titanlegierungen | Titan und Titan-Legierungen | 850 N/mm2 | 105 | 45 | <= 16% |
| 1200 N/mm2 | 85 | 44 | <= 16% | ||
| Kunststoffe | Kunststoffe duroplastisch | 150 N/mm2 | 240 | 46 | <= 16% |
| Kunststoffe thermoplastisch | 100 N/mm2 | 220 | 46 | <= 16% | |
| Werkstoffe für bes. Anwendungen | Sonderlegierungen | 1600 N/mm2 | 60 | 45 | <= 16% |
Vorschub
|
Stammdaten
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
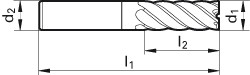
Abmessungen
| d1 [mm] | Gesamtlänge [mm] | Nutenzahl | Schaftdurchmesser d2 [mm] | Schaftlänge [mm] | Schneidenlänge l4 [mm] | Auskraglänge [mm] | Schaftform |
|---|---|---|---|---|---|---|---|
| 6.000 | 75 | 6 | 6 | 36 | 30 | 39 | HA |
| 8.000 | 100 | 6 | 8 | 36 | 40 | 64 | HA |
| 10.000 | 100 | 6 | 10 | 40 | 40 | 60 | HA |
| 12.000 | 150 | 6 | 12 | 45 | 45 | 105 | HA |
| 16.000 | 150 | 6 | 16 | 48 | 65 | 102 | HA |
| 20.000 | 150 | 8 | 20 | 50 | 65 | 100 | HA |